SKODA AUTO führt in der Motorenfertigung Plasmabeschichtung der Zylinderkurbelgehäuse ein
SKODA AUTO hat eine neue Bearbeitungslinie zur Plasmabeschichtung in Betrieb genommen. Das technisch innovative Verfahren ermöglicht es, herkömmliche Zylinderlaufbuchsen durch eine 150 Mikrometer (0,15 Millimeter) dünne Pulverbeschichtung zu ersetzen. Künftig kommt es bei der Fertigung der neuen EVO-Dreizylindermotoren aus der Baureihe EA211 zum Einsatz, um auf diese Weise die innere Reibung zu reduzieren. Im Ergebnis sind die 1,0 TSI EVO-Benziner künftig noch effizienter und emissionsärmer. In die notwendigen Vorbereitungen und baulichen Maßnahmen hat SKODA am Stammsitz Mladá Boleslav insgesamt rund 29 Millionen Euro investiert.Investitionen in die Anlagen zur Plasmabeschichtung am Standort Mladá Bolelav belaufen sich auf 28,8 Millionen Euro
Damit kommen die Motoren mit Plasmabeschichtung auch im SKODA OCTAVIA e-TEC mit Mild-Hybrid-Technologie zum Einsatz. Für die Plasmabeschichtung hat der tschechische Automobilhersteller die Motorenfertigung in seinem Stammwerk um eine Montagelinie mit zwei speziellen Vorrichtungen erweitert, die jeweils über zwei Brenner verfügen. Die Höhe der dafür getätigten Investitionen beläuft sich auf 28,8 Millionen Euro, insgesamt hat SKODA AUTO seine Motorenfertigung für 69,1 Millionen Euro modernisiert.
"Die Effizienz unserer EA211 TSI EVO-Motoren steigt mit der technisch hochinnovativen Plasmabeschichtung noch weiter. Sie senkt die Reibungsverluste und somit auch den Kraftstoffverbrauch. Zudem erzielen wir durch diese Maßnahme eine gleichmäßigere Verteilung und eine bessere Ableitung der Hitze im Brennraum und optimieren so die thermische Belastung. Die Motoren mit Plasmabeschichtung produzieren wir in Mladá Boleslav im Dreischichtbetrieb und verbauen sie in Fahrzeugen der Modellreihen FABIA, SCALA, OCTAVIA, KAMIQ und KAROQ."
Christian Bleiel, Leiter Komponentenfertigung bei SKODA AUTO
Christian Bleiel, Leiter Komponentenfertigung bei SKODA AUTO
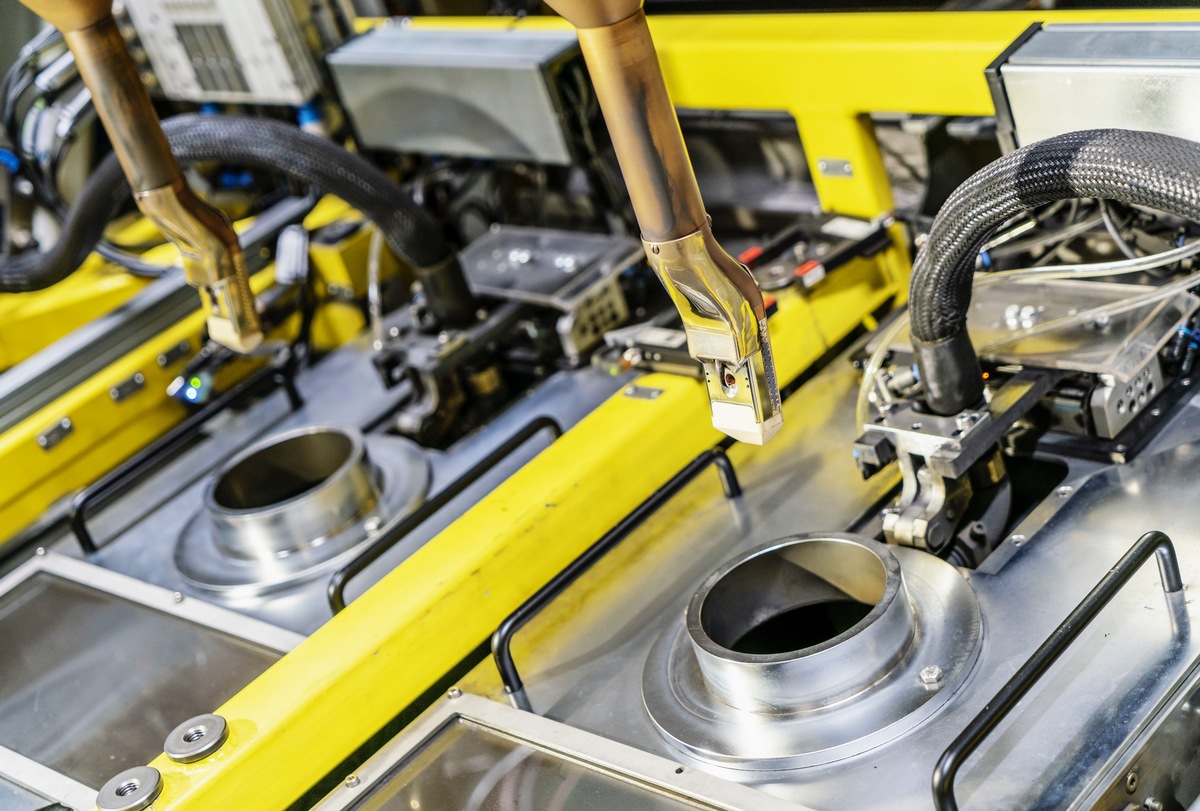
Im Laufe des Fertigungsprozesses werden in der Bearbeitungslinie zunächst die Brennräume des Motorblocks abgedreht. Anschließend raut ein 1.500 Watt starker Laser die Funktionsflächen auf und stellt so die optimale Haftung der Plasmaschicht sicher. Dabei erzeugt der Laserstrahl pro Millimeter jeweils zehn Rillen mit einer durchschnittlichen Tiefe von 40 Mikrometern. Dieser Arbeitsschritt findet unter einer Schutzatmosphäre aus Nitrogen statt, um die Optik des Lasers absolut frei von Verunreinigungen zu halten und den nötigen Grad an Präzision zu gewährleisten.

Reibungsarme Beschichtung senkt bei den Dreizylindermotoren der neuen EVO-Generation Verbrauch, Emissionen und Gewicht
Im Laufe des Fertigungsprozesses wird jeder Zylinder mehrmals automatisch vermessen, um die Qualität zu kontrollieren. Dabei erfassen optische Messgeräte zunächst die vom Laser aufgeraute Oberfläche, bevor nach dem Aufbringen des Plasmas eine zweite Messung folgt. Abschließend wird die Struktur der Plasmaschicht mit dem Wirbelstrom geprüft.
Skoda / SK






{kind=link}